Case Studies
Traditional Casting Methods vs 3D Printing Sometimes, traditional production methods are better.



With all of the attention to Additive Manufacturing, you would think that traditional manufacturing methods have lost their place in today’s production. But that is hardly the case as current manufacturing equipment and automated processes are still king and dominate the vast majority of castings made globally, today.
Production volume projections, delivery requirements, and costs are all important consideration in determining the correct production methods for your parts.
Recently, Cunningham Precision produced a new pattern and core box for the production of complex engine parts in 6 days – cheaper and faster than 3D printing.
Challenge
A major engine manufacturer was having difficulty getting castings produced quickly enough from their production foundries. Not being able to ship their engines on-time was costing them millions of dollars.
Cunningham Precision Solution
To meet their shipping requirements, we produced new tooling and cast their engine parts. Their shipment requirements were varied from 12 castings on one part and up to 300 castings on another part per shipment.
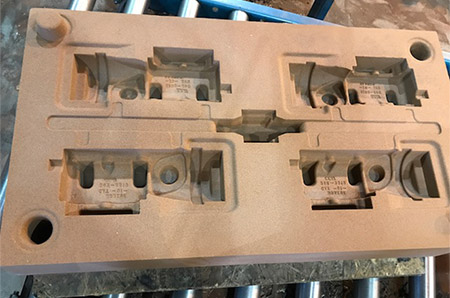
4-cavity cope/drag pattern from urethane tooling board and a 2-cavity urethane core box. This pattern is estimated to last up to 2000 molds.
- Total Tooling costs: $6500.00
3D Printing
If you were to 3D print this same project (print both the cores and mold) The costs would be $1900 for one sand mold with cores. In other words, making more than 3.5 molds would exceed the pricing of the tooling!
Summary
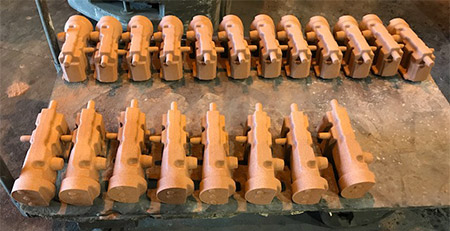
In 6 days patterns, core boxes were produced, sample molds were poured, P.P.A.P. was completed, samples shipped to customer, and remaining molds were poured and all castings completed (150 casting total).
Cost savings are estimated at $60,000 versus their in-house 3D printing facility.
PROJECT TIME LINE
DAY 1
- Designed pattern with the gating system
- Ran the mold design through solidification process
- Verified the gating was sufficient
- Sent the 3D pattern model to Cunningham’s pattern makers
- Designed the core box and sent it to Cunningham pattern makers
DAY 2
- Cut both the cope and drag patterns on our CNC milling machines
- Cut the core box on our CNC milling machine
- Used Urethane Tooling Board for both patterns
DAY 3
- 5 sample molds were made and poured
- Castings were removed from the sand, ground, shot blasted and inspected
- Quality control inspected for P.P.A.P. at the foundry
DAY 4
- Castings were checked dimensionally
- P.P.A.P. was completed
- Castings were sectioned and checked for porosity and proper wall thickness
- P.P.A.P. was sent to the customer
- 15 castings were expedited to the customer
- More molds were made and poured
DAY 5
- 40 castings were expedited to the customer
- More molds were made and poured
DAY 6
- 98 castings were shipped to the customer completing their order of 150 castings
Have a casting project you would like us to evaluate?
CONTACT US
Mailing: P.O.Box 854
Columbus, IN 47202
Shipping: 4399 North US Highway 31
Columbus, IN 47201
We are eager to partner with clients who have unique engineering, casting and machining needs.
Click the link below to complete our contact form and we will be in touch shortly.

Copyright © Cunningham Precision Group
( Formerly CE Systems and Cunningham Pattern & Engineering )
Web published by Marketing Options, LLC.
